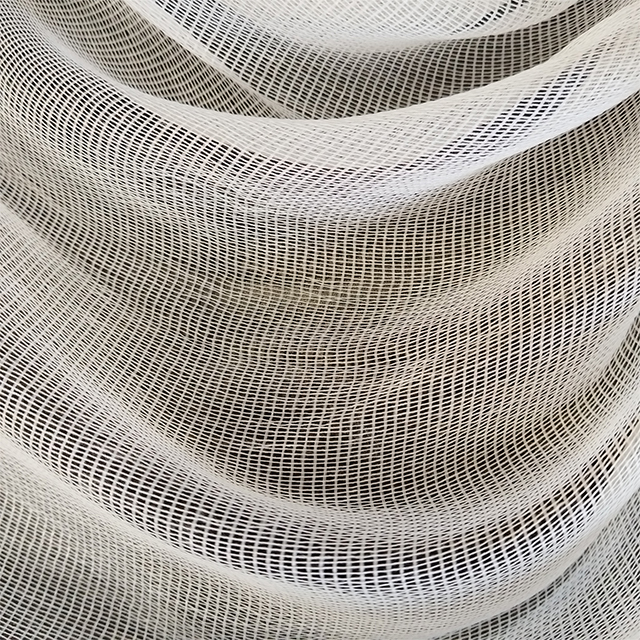
Jumbo Roll Scrim Backing Fabric
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 0 Author: Site Editor Publish Time: 2026-06-09 Origin: Site








Commercial vinyl manufacturing carries significant structural risks. Delamination and outright material failure destroy product viability entirely. These hidden defects often trigger massive warranty claims. They also damage corporate reputations beyond repair. The underlying structural backbone prevents these catastrophic field failures. Manufacturers rely on specific reinforcement layers to ensure ultimate durability. A high-quality polyester woven mesh vinyl determines the final composite's lifespan. It dictates critical tear resistance while maintaining essential dimensional stability under load.
This article establishes precise procurement criteria for these vital materials. We evaluate core technical specifications thoroughly. We navigate complex lamination risks common in production environments. You will learn how to source backing fabrics correctly for your specific production lines. We will explore the mechanics behind heavy-duty reinforcement. These insights will improve your daily engineering decisions.
Performance Baseline: Woven polyester delivers superior dimensional stability and tensile strength compared to non-woven or knitted alternatives, making it essential for heavy-duty vinyl applications.
Process Compatibility: Success depends on matching the mesh construction (yarn denier, warp/weft density) to the specific vinyl coating or calendering process to ensure optimal adhesion.
Risk Mitigation: Unverified mesh tensioning and improper sizing treatments are the primary causes of PVC delamination; specifying certified, pre-treated industrial woven mesh minimizes manufacturing waste.
Procurement Focus: Sourcing evaluation must prioritize verifiable technical data (ASTM tear/tensile testing), reliable roll-width availability, and consistent lead times.
Vinyl alone lacks adequate structural integrity for high-stress applications. Think of tension structures, industrial tarps, and architectural fabrics. Pure PVC film acts like a basic plastic sheet. Without adequate reinforcement, vinyl stretches quickly under environmental loads. High winds or heavy snow loads cause immediate deformation. It eventually tears and fails completely. Businesses face immense financial exposure when unreinforced materials enter the market.
A high-performing reinforcement layer must meet strict criteria. It must provide exceptional tear resistance across all directions. It should exhibit zero stretch under standard operational loads. Furthermore, it requires flawless integration into liquid PVC during coating. It also bonds perfectly alongside laminated films in calendering processes.
The woven matrix acts as a critical load distributor. It spreads mechanical stress efficiently across the fabric surface. This process relies on overlapping lengthwise and crosswise fibers. Engineers refer to these as warp and weft yarns. This interlaced structure neutralizes localized puncture threats effectively. To understand this mechanism, consider these structural benefits:
It stops minor tears before they propagate across the entire panel.
It transfers point-loads from heavy grommets across a wider surface area.
It prevents severe material sag during long-term outdoor installations.
It maintains a rigid grid pattern despite constant temperature fluctuations.
Engineers must evaluate yarn denier carefully during the design phase. Denier measures the linear mass density of the individual fibers. A 500D yarn offers moderate strength suitable for lighter applications. Conversely, a 1000D yarn provides superior break strength for heavy industrial tarps. Higher denier directly correlates to increased puncture resistance.
We always require documented testing standards from our suppliers. ASTM methods verify mechanical stress tolerance accurately. Common standards measure both grab tensile strength and tongue tear resistance. These verified metrics ensure reliable performance in the field. Never rely on undocumented strength estimates from material brokers.
You must assess thread count per square inch systematically. Common industrial configurations include 9x9 or 18x18 grid patterns. Engineers face a constant trade-off reality regarding open area. Tighter weaves offer significantly higher puncture resistance. They stop sharp objects from breaching the final composite layer.
However, looser weaves allow deeper PVC strike-through during lamination. This deeper penetration ensures much higher peel adhesion. The liquid vinyl encapsulating the yarns creates a unified block. You must balance these competing factors carefully. Analyze your specific end-use requirements before finalizing the warp and weft count.
We must scrutinize the chemical sizing applied to the polyester base. Sizing refers to the specific chemical finishes coating the raw fibers. Manufacturers apply these treatments before the weaving process finishes. Proper sizing ensures strong chemical bonding within the composite layer. This strong bonding is essential during the PVC mesh reinforcement process.
It prevents weak mechanical-only bonds from forming. Mechanical bonds remain highly prone to sudden and catastrophic delamination. Optimal chemical finishes merge the various layers into a unified structure. The sizing fluid must match the specific PVC formulation exactly. Mismatched chemistry leads directly to extensive peeling and product recalls.
Manufacturers choose between several fabric reinforcement solutions. We broadly classify them into woven mesh, weft-inserted warp knits, and non-wovens. Each category offers distinct physical properties. They each perform differently under dynamic environmental loads. Choosing the wrong construction method leads to premature failure.
We highly recommend woven polyester for demanding environments. It features a rigid, tightly interlaced over-and-under structure. This specific geometry inherently resists diagonal stretching under load. Industry experts call this unwanted movement bias stretch. Woven materials handle multidirectional forces far better than knitted alternatives. Knits simply deform and balloon under sustained diagonal loads.
Woven structures suit products requiring strict dimensional stability. Typical applications include commercial truck tarps and heavy roofing membranes. They also reinforce architectural structural awnings brilliantly. Conversely, knits work better for flexible apparel. They also suit light-duty promotional banners perfectly. We specify a true woven base when structural failure is not an option.
Feature | Woven Polyester Mesh | Knitted Polyester Mesh |
|---|---|---|
Structural Integrity | Extremely high, rigid grid | Moderate, allows some flex |
Bias Stretch Resistance | Excellent (Zero to minimal stretch) | Poor (Prone to diagonal deformation) |
Puncture Resistance | Superior due to interlaced yarns | Moderate, loops can separate |
Best Application Fit | Truck tarps, tension roofs, pool covers | Banners, flexible signage, light covers |
The chart above illustrates the stark performance differences. You should consult these parameters during your initial design phase. Never substitute a knitted fabric into a specification demanding woven performance. The initial cost savings will evaporate amidst warranty replacements.
Tension control dictates manufacturing success during extrusion coating operations. Uneven tension across the lamination rollers creates major physical defects. Inconsistent roll tension leads to severe material puckering. It also causes "crawling" across the vinyl composite mesh. These severe flaws ruin large batches of expensive material quickly.
We must highlight the critical importance of heat-set polyester. Untreated raw polyester shrinks rapidly under high heat exposure. PVC curing ovens operate at very high temperatures. Untreated fibers warp the final composite entirely as they contract. Pre-shrunk, heat-set fibers maintain their exact dimensions during industrial curing. Always verify thermal stability documents before processing new rolls.
Facilities should implement strict baseline inspections upon material receipt. Technicians must conduct visual and mechanical checks immediately. They should look closely for dropped threads or inconsistent selvages. Coating voids also indicate poor base manufacturing quality. Identifying these microscopic flaws early prevents costly downstream failures. A robust quality control protocol saves immense amounts of raw PVC.
Procurement managers must demand exact specifications from their fabric suppliers. Clear technical documentation prevents expensive misunderstandings later. Ambiguous purchase orders lead to variable batch quality. We recommend establishing a rigid internal specification sheet. You should include the following core parameters:
Specify the exact base weight using standard metrics like ounces per square yard or grams per square meter.
Define maximum roll widths clearly. Formats up to 120 inches minimize weak welding seams in final production.
Outline exact roll lengths and specific packaging requirements. They must match your facility's handling equipment limits perfectly.
Demand documented tear strength and tensile strength test results for every individual batch.
Certain challenging projects require value-add chemical treatments. You should specify anti-wicking yarns for outdoor architectural use. This specialized treatment stops moisture from traveling through exposed fabric edges. Fungal growth follows moisture ingress, destroying the material from within. Some regulatory environments mandate strict flame retardant compliance. Ultraviolet stabilizers protect the material during long-term direct sun exposure.
We strongly advise requesting physical material samples first. Ask your shortlisted suppliers for A4 sheets or small roll samples. Run active pilot tests to check actual peel strength. Evaluate tear resistance on your actual production equipment. Complete these rigorous tests before scaling up large commercial orders. Verified data always outperforms marketing claims.
The right base reinforcement material dictates commercial viability completely. It determines the ultimate warranty lifespan of the finished product. Skimping on the structural grid always results in premature field failures. Your engineering choices define your brand's reputation for reliability.
You face one primary technical hurdle during product development. You must balance open-area adhesion against yarn denier strength carefully. Achieving deep strike-through without sacrificing puncture resistance requires precise calculation. Collaborating with experienced textile engineers simplifies this complex balancing act.
Technical buyers must scrutinize technical data sheets closely. Procurement teams should always request verified material samples for in-house testing. Always audit supplier testing methodologies to ensure consistent, reliable quality. Secure your supply chain today by demanding documented, repeatable performance metrics.
A: Standard weights typically range between 3 oz and 10+ oz per square yard. Heavy-duty applications lean toward the higher end. Manufacturers produce wide-format roll sizes up to 120 inches, or over 3 meters. These extra-wide rolls help minimize weld seams during final fabrication. Fewer seams result in a stronger, more aesthetically pleasing end product.
A: Higher denier means a thicker, heavier yarn. This drastically increases the structural strength of the fabric. However, it also adds unwanted weight and overall thickness. Engineers must adjust coating dies or lamination rollers accordingly. Thicker yarns require more precise tension control and adjusted gap settings. This prevents crushing or uneven coating application.
A: Yes, manufacturers routinely customize these fabrics before the lamination stage. Industrial meshes often receive anti-wicking treatments. This prevents moisture travel inside the mesh if an edge gets exposed. Facilities can also apply anti-fungal and flame retardant finishes. These chemical additions ensure strict compliance with regional building and safety codes.
A: Delamination usually stems from poor PVC strike-through or incompatible fabric sizing. If the liquid PVC cannot penetrate the mesh adequately, the layers separate. Optimizing the mesh openness solves the strike-through problem. Furthermore, applying correct chemical adhesion treatments ensures a molecular bond. This creates a unified structure rather than a fragile mechanical link.










